Автоклавний газобетон
Бетон, що має пористу структуру, називається газобетоном. Він являє собою штучний камінь, у якого весь обсяг пронизаний порами. Затвердіння, що відбувається під тиском за допомогою пари в автоклаві, послужило його назві. Тиск в автоклаві вище атмосферного і становить приблизно 12 атмосфер, температура обробки виробів - 190 градусів.
Автоклавний бетон отримують з цементу, піску, негашеного вапна, води з додаванням трохи алюмінієвої пудри. У процесі хімічної реакції вапна й алюмінієвої пудри при вспіненні суміші утворюються пори діаметром до 3-ох мм, заповнені повітрям.
Споруда, виконана з такого матеріалу, отримала назву "Кам'яне дерево" за суміщення властивостей дерева і каменю.
Властивості автоклавного газобетону

- легка механічна обробка;
- екологічний;
- поєднання міцності каменю і ваги дерева;
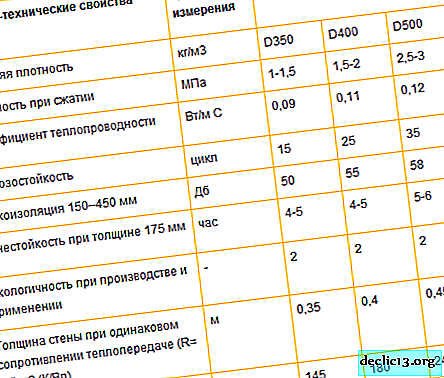
- висока теплоізоляція (коефіцієнт теплопровідності - 0,12 Вт / м ° C);
- пожаропрочность;
- висока ступінь шумопоглинання;
- стійкий до впливу несприятливих умов зовнішнього середовища;
- водо- і паронепроникним;
- довговічний. Дотримання технології виготовлення і будівництва дозволяє експлуатувати будівлі до100 років;
- не гниє.
Технологія виготовлення автоклавного газобетону
- Підготовка суміші. Всі складові матеріали в заданих пропорціях в автоматичному режимі змішуються до отримання складу має консистенцію НЕ густої сметани.
- Заливка у форми, отримання потрібного розміру блоків. При періодичних ударних навантаженнях виконується наполовину обсягу форми заливка підготовленої суміші. Періодична вібрація покращує пористість матеріалу. Взаємодія алюмінію і вапна викликає виділення вільного водню, який піднімає суміш, яка заповнює об'єм форми повністю. Температура досягає 80 градусів, що приводить до схоплювання цементу. В результаті утворюються в формі сфери осередки, заповнені повітрям з порами до трьох міліметрів в діаметрі. Для якісного отримання автоклавного бетону необхідно суворо дотримуватися технологічний процес виготовлення.
- Затвердіння маси. Приблизно 60-120 хвилин необхідно для попереднього затвердіння масиву, при якому він буде досить міцним і добре різатися.
- Різка масиву на готові блоки. Добре затверділа маса, але залишається досить м'якою після розпалубки збірної форми, піддається порізки тонкими струнами на блоки, спеціальним інструментом формують пази і гребені, виконують кишені для зручності в роботі.
- Пропарювання блоків в автоклаві. Готові вироби поміщають в автоклав. У ньому відбувається термовологісний обробка приблизно 12 годин. Температура - 190 градусів, тиск пара - 12 атмосфер. У цих умовах матеріал набуває достатню міцність. Спеціальна установка дозволяє отримати блоки з автоклавного бетону потрібного розміру.
- Упаковка. Готові вироби укладаються на піддони і передаються на склад готової продукції або надходять на будівельний майданчик.
Дивіться відео: Автоклавный газобетон отличается от неавтоклавного? В чем отличия. Раскрываем секреты (Січень 2025).






-
Світлий інтер'єр заміського будинку в Італії
Для білого кольору можна підібрати чимало епітетів - заспокійливий, універсальний, чистий, легкий, заспокійливий, повітряний. Біла обробка приміщень не тільки візуально збільшує простір, але і створює ідеальне тло для абсолютно будь-який меблювання, декоративних елементів і текстилю. У світлій кімнаті наші емоції заспокоюються, думки очищаються, а всі тривоги відступають. ... -

-

-







